পলিকার্বোনেট (পিসি) এক্সট্রুশন প্রক্রিয়া দ্বারা ফ্ল্যাট শীটে গঠিত হয়। এক্সট্রুশন প্রক্রিয়াতে, পলিকার্বোনেট উচ্চ তাপমাত্রা এবং চাপের অঞ্চলে যেখানে এটি গলিত হয় এবং কমপ্যাক্ট হয় সেখানে শেষ পর্যন্ত একটি স্ক্রু বরাবর চালিত হয় এবং শেষ পর্যন্ত একটি ডাই আকারের মাধ্যমে বাধ্য করা হয়। পিসি বিভিন্ন বেধ মধ্যে extruded করা যেতে পারে: 0.25 মিমি, 0.5 মিমি, 0.7 মিমি, 0.8 মিমি, 1.0 মিমি, 1.2 মিমি, 1.5 মিমি এবং 2.0 মিমি। সাধারণত ব্যবহৃত বেধটি 0.5 মিমি, 0.7 মিমি, 0.8 মিমি এবং 1.0 মিমি।
প্রতিবিম্বিত, ফ্লুরোসেন্ট, অপটিক্যাল এবং স্বচ্ছ প্রভাব পেতে পিসি বিভিন্ন রঙের সাথে মিশ্রিত করা যেতে পারে।
টেক্সচার পিসি শীট তৈরি করতে স্ক্রু এক্সট্রুডারকে বিভিন্ন টেক্সচার প্রয়োগ করা যেতে পারে।
Coextrusion PC / PMMA। গলিত স্ট্রিমগুলি মিশ্রিত করে ফিল্ম বা শিটগুলিতে দুটি বা ততোধিক পৃথক পলিমারের স্তর থাকে। এই প্রক্রিয়াটি এমন একটি বৈশিষ্ট্যগুলির সংমিশ্রণে উপকরণগুলিকে একত্রিত করতে ব্যবহার করা যেতে পারে যা একক পলিমারে পাওয়া যায় না।
ভ্যাকুয়াম গঠন পিসি মস্তিষ্কের খুলি রক্ষা হিসাবে প্রভাব সুরক্ষা প্রদান করতে পারে।
ঘূর্ণমান প্রভাব শক্তি পরিচালনা করার জন্য ভ্যাকুয়াম গঠনের পিসি এমআইপিএস ফাংশন তৈরি করতে স্তর স্লাইডিং হতে পারে।
থার্মোফর্মিং হেলমেট তৈরির জন্য একটি জনপ্রিয় প্রক্রিয়া, যা প্রিলিটের জন্য চুলায় একটি সিল্কস্ক্রিনযুক্ত রঙের পলিকার্বোনেট শীট রাখে, পলিকার্বোনেটকে ভ্যাকুয়াম মেশিনে স্থাপন করে, শীটটি নমনীয় গঠনের তাপমাত্রায় উত্তপ্ত হয়, একটি ছাঁচে নির্দিষ্ট আকারে গঠিত হয়, বিভিন্ন পণ্যের আকার হয় এবং উচ্চতা ভ্যাকুয়াম গঠনের সময় বিভিন্ন প্রসারিত করতে পারে, পাতলা ভ্যাকুয়াম পিসি গঠন করে কালার ফ্যাদওয়ে বা হেলমেটের শক্তি হ্রাসের আরও সম্ভাবনা ঝুঁকিপূর্ণ, তাই হেলমেটের গুণমান এবং প্রভাবিত পরীক্ষার সাথে সম্পর্কিত পলিকার্বনেট শীটের বেধ বিশ্লেষণ করে বেছে নেওয়া গুরুত্বপূর্ণ। এবং ব্যবহারযোগ্য পণ্য তৈরি করতে ছাঁটাই।
ভ্যাকুয়াম গঠনের প্রক্রিয়া করার আগে, আমরা বহির্মুখের পরে পলিকার্বোনেট শীটে সুরক্ষা ছায়াছবির একটি স্তর প্রয়োগ করি, ফিল্মটি পলিকার্বোনেটকে ইপিএস ইন-ingালাইয়ের সময় স্ক্র্যাচিং থেকে রক্ষা করে এবং চূড়ান্ত হেলমেট অ্যাসেমবিলিটি শেষে যখন সুরক্ষা ফিল্মটি সরিয়ে দেয়।
সমন্বিত পিসি পিএমএএমএ

স্বচ্ছ রঙিন পিসি

মিরর অপটিকাল পিসি
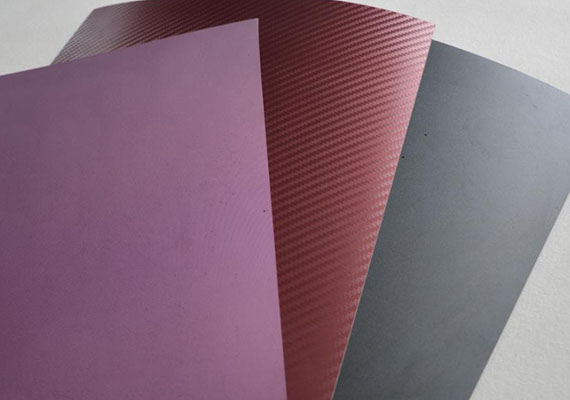
টেক্সচার্ড পিসি

ফ্লুরোসেন্ট পিসি
